CNC Machining of EV Battery Trays
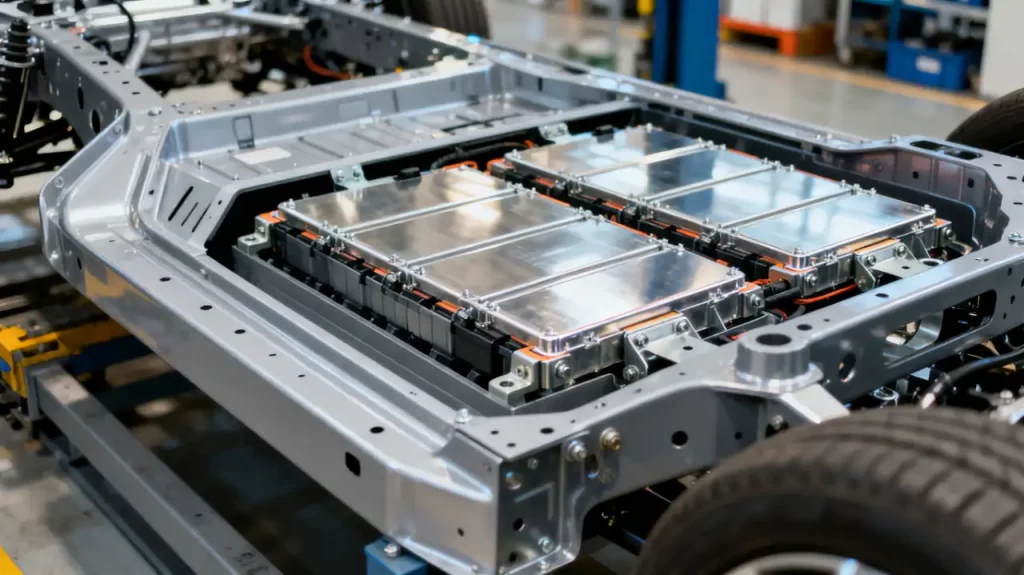
The EV battery tray is not just a container — it’s a mission-critical structural component at the heart of an electric vehicle’s underbody. It must bear the weight of the battery pack, manage heat under extreme conditions, resist corrosion, and maintain a flawless seal against moisture and contaminants. While high-pressure die casting has gained traction for high-volume production, CNC machining remains the gold standard for producing high-integrity EV battery trays, especially in premium and mid-volume applications where precision, traceability, and design freedom are non-negotiable.
Material Selection and Design Constraints
Aluminum Alloys: 6061-T6 and 6082-T6
The vast majority of modern EV battery trays are machined from wrought aluminum — primarily 6061-T6 (dominant in North America) and 6082-T6 (preferred in Europe), both compliant with ASTM B209 and EN 755. These alloys strike the ideal balance between strength, weight, thermal conductivity, and machinability.
Key properties:
- Density: 2.7 g/cm³
- Tensile strength: ≥310 MPa (6061-T6)
- Yield strength: ≥275 MPa
- Thermal conductivity: 167 W/m·K
But here’s the catch: their high coefficient of thermal expansion (23.6 × 10⁻⁶/K) means even minor temperature fluctuations during machining can cause warpage. That’s why stress relief annealing isn’t optional — it’s foundational to achieving dimensional stability in every EV battery tray.
Design Requirements: Precision Is Non-Negotiable
An EV battery tray doesn’t just hold cells — it integrates with the chassis, cooling loops, crash structures, and mounting brackets. Its geometry must be flawless. Key features include:
- Sealing groove: 3.5 ± 0.1 mm deep, 4.0 ± 0.1 mm wide, with a surface finish of Ra ≤ 1.6 μm (per ISO 1302) — critical for IP67/IP68 sealing.
- Coolant channels: 6–12 mm in diameter, walls 2.0–3.0 mm thick, routed for even heat dissipation.
- Mounting holes: Positional tolerance of ±0.15 mm (ASME Y14.5 GD&T) to ensure perfect alignment with battery modules and vehicle subframes.
- Flatness: ≤0.1 mm over 1 m² — any deviation compromises gasket compression and load transfer.
These aren’t “nice-to-haves.” Miss a tolerance by 0.05 mm, and you risk leaks, thermal hotspots, or even structural failure. Every EV battery tray must perform like a precision aerospace component — because, in many ways, it is.
The CNC Machining Process
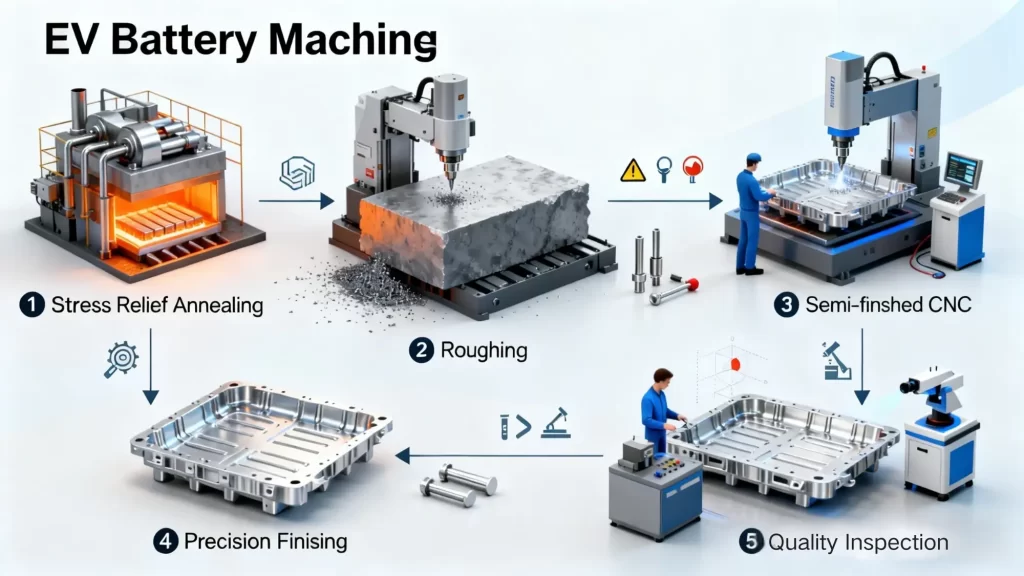
Pre-Machining: Setting the Stage
1. Stress Relief Annealing
Forged or extruded blanks undergo annealing at 290–320°C for 2–3 hours (per AMS 2750), followed by controlled furnace cooling. Skipping this step is like building a house on shifting sand — the EV battery tray will warp when you least expect it.
2. Fixturing: Zero Tolerance for Movement
Vacuum chucks or modular hydraulic clamps are standard. The fixture design follows the “one plane, two pins” rule (ASME Y14.5), ensuring the same reference point is used across all machining operations. If the part moves, the tolerances collapse.
Roughing and Semi-Finishing
- Tool: φ25 mm indexable face mill (ISO 13399)
- Spindle speed: 8,000 rpm
- Feed rate: 6,000 mm/min
- Axial depth: 3.0 mm
- Radial width: 20 mm
This stage removes material at a rate of ~180 cm³/min. Semi-finishing with a φ12 mm solid carbide end mill brings features within ±0.2 mm — setting the stage for the final, critical passes.
Precision Finishing
Sealing Surface
- Tool: φ16 mm solid carbide end mill
- Spindle speed: 12,000 rpm
- Feed rate: 3,600 mm/min
- Stepover: 0.8 mm
- Result: Ra = 1.2 μm, flatness ≤ 0.05 mm
This surface interfaces directly with the silicone gasket. It doesn’t just need to be smooth — it needs to be perfect. Any micro-ridges or waviness can create a leak path. This isn’t machining — it’s sealing surface engineering.
Coolant Channels
Internal channels are machined using φ6–φ8 mm ball nose end mills with trochoidal toolpaths. Why? Because they minimize tool deflection and preserve wall thickness within ±0.1 mm. Surface roughness is held to Ra ≤ 3.2 μm — smooth enough to prevent debris buildup, rough enough to avoid excessive fluid drag.
Drilling and Tapping
A single EV battery tray typically features 60–120 holes:
- M6–M10 through-holes for module mounting
- M8 threaded holes for chassis attachment
- φ8–φ12 ports for coolant flow
Precision here demands guided drill bushings and torque-controlled tapping units. Coolant? A low-foam, non-staining synthetic emulsion (ISO 6743-7) — no residue, no staining, no risk of contamination.
Deburring and Cleaning
Machining doesn’t end when the last cut is made.
- Automated brush deburring removes external burrs.
- High-pressure water jets (30–50 MPa) blast out chips from internal channels.
- Sealing surfaces are hand-polished with 400-grit abrasives for uniform finish.
Final cleaning follows VDA 19.1: total particle mass ≤ 5 mg, max particle size ≤ 150 μm. One stray metal shaving in a coolant line? That’s a potential short circuit. This isn’t cleanliness — it’s safety engineering.
Quality Assurance: Proof in the Numbers
In-Process Monitoring
On-machine probing (e.g., Renishaw OMP60) verifies datums and critical dimensions in real time. Statistical Process Control (SPC) ensures CpK ≥ 1.33. If the process drifts, the system alerts — no waiting for final inspection.
Final Inspection
A Coordinate Measuring Machine (CMM), calibrated to ISO 10360, delivers the official verdict:
- 25-point flatness scan
- Positional tolerance verification across all mounting features
- Profile deviation analysis against the digital model
The resulting CMM inspection report isn’t just documentation — it’s the passport for an EV battery tray to enter a vehicle’s production line.
Non-Destructive Testing (NDT)
For mission-critical applications:
- Liquid penetrant testing (ASTM E165) catches surface cracks.
- X-ray CT scanning reveals internal porosity invisible to the eye.
- Ultrasonic testing confirms bond integrity in hybrid assemblies.
These aren’t “bonus checks.” They’re the reason you sleep at night when your EVs hit the road.
Process Integration and Trade-offs
Hybrid Manufacturing: CNC + Friction Stir Welding
Large trays (>2 meters) are often built as sub-assemblies joined by friction stir welding (FSW). FSW preserves material properties without melting — but it distorts the surface. So what happens next? A final CNC fly-cutting pass restores flatness to ≤0.05 mm. This hybrid approach cuts material waste and machining time by up to 30% — without sacrificing precision.
CNC vs. Die Casting: The Real Choice
| PARAMETER | CNC MACHINING | DIE CASTING |
|---|---|---|
| Tolerance | ±0.05 mm | ±0.5 mm |
| Lead Time | 7–14 days | 4–6 weeks (tooling only) |
| Tooling Cost | $10K–$20K (fixtures) | $300K–$700K (molds) |
| Design Flexibility | High — easy iterations | None — fixed geometry |
| Unit Cost (est.) | $120–$200 | $60–$100 (at scale) |
Die casting wins on cost at high volumes — but it’s a one-shot deal. Once the mold’s made, you’re locked in. CNC? You can tweak the design tomorrow. For EV platforms that evolve every 18 months, that flexibility isn’t a luxury — it’s survival.
Industry Trends: What’s Next?
- Multi-material trays: Embedding 316L stainless steel inserts into aluminum substrates for crash zones — requires adaptive tooling and careful coolant selection.
- AI-driven machining: Predictive tool life analytics and real-time chatter detection are becoming standard on premium CNC centers.
- Smart factories: Robotic loading, AGVs, and MES integration are turning CNC workshops into self-monitoring ecosystems — especially for EV battery tray production.
The future belongs to suppliers who don’t just machine parts — they engineer systems.
Conclusion
When it comes to manufacturing EV battery trays, CNC machining isn’t just the preferred method — it’s the only one that delivers the combination of precision, traceability, and adaptability required by today’s most demanding EV makers.
Die casting may be cheaper at scale, but it can’t match the control. You can’t inspect your way to quality if your process starts with ±0.5 mm tolerances. And in an industry where a single leak or thermal runaway can cost millions — precision isn’t an advantage. It’s the baseline.
For procurement teams, the question isn’t whether to choose CNC. It’s how to identify suppliers who truly understand what it takes to build a EV battery tray that doesn’t just meet specs — but exceeds expectations under real-world conditions.
In electric vehicles, the tray might be hidden beneath the floor. But its quality? That’s on full display.


